 金属3Dプリンター 情報サイト
金属3Dプリンター 情報サイト


造形プロセス(Flex350)
1.造形ファイルの準備
-
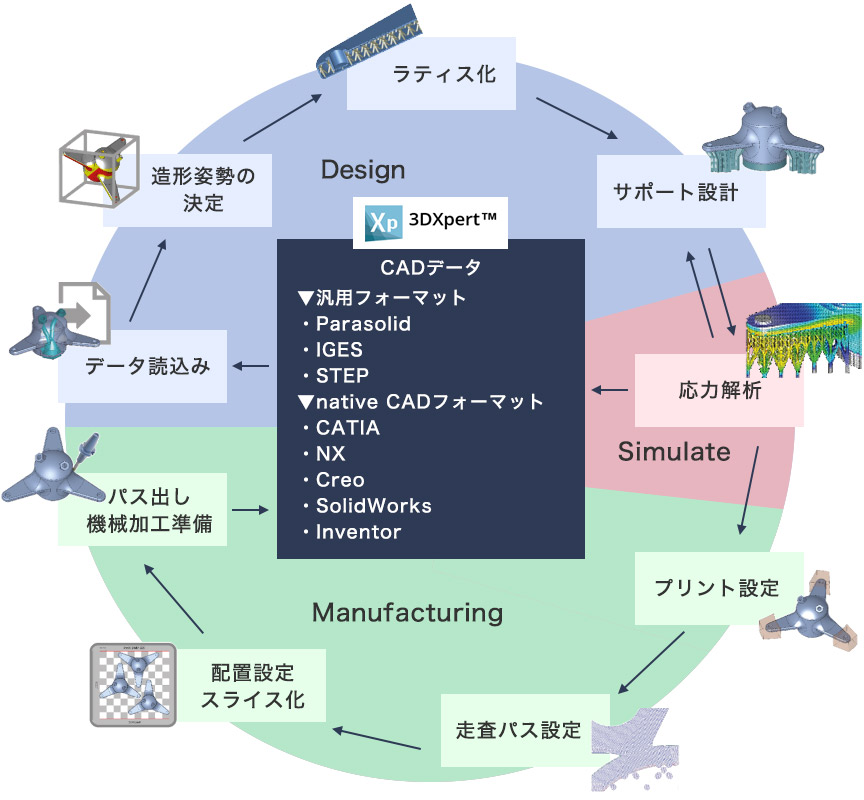
3DSystems社製の金属3Dプリンター専用ソフトウェア“3DXpert”に、3DCADデータ(ネイティブCADフォーマットもしくはSTEP等の中間ファイル形式)を読み込む。※STL形式も可
-
造形姿勢、サポート設計、応力解析、ラティス構造化、溶融条件、走査パス、スライス化等を設定し、造形ファイルを作成する。
-
造形ファイルを装置に転送する。
-
※
後加工を必要とする場合は、3DXpertのCAM機能(追加モジュール)を用いて、各工作機械に応じたNCプログラムの設定を行う。
2.装置の準備
-
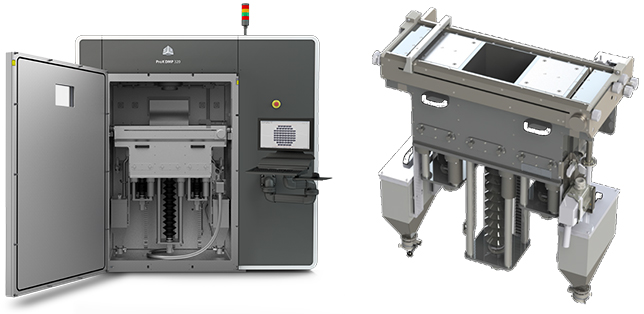
金属粉末と造形プレートを装置内の造形モジュールにセットする。
-
装置に付属するバキュームによる真空引きとアルゴンガスの充填を交互に3回繰り返し、装置内部の酸素濃度を下げる。(約20分)
-
酸素濃度が規定値(25ppm)まで下がったところで、造形を開始する。
3.Flex350での造形と発掘作業
-
フィードピストン(金属粉末が格納されているタンク)が上昇し、造形ファイル作成時に設定した積層厚分の金属粉末がリコーターによって造形ステージ上に敷かれる。
-
※
フィードピストンは造形ステージの左右に配備されており、片敷きでレイヤリングが完了するため造形時間の短縮に寄与。
-
※
-
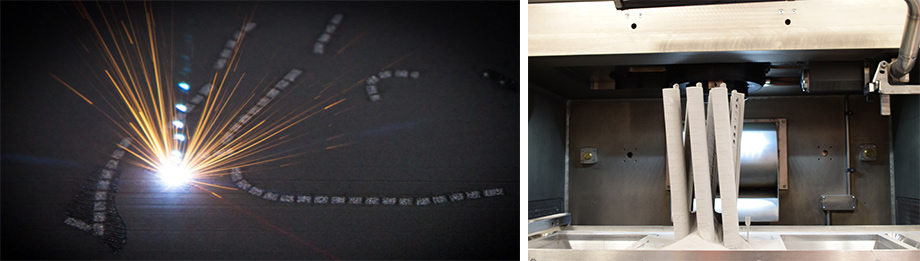
造形ファイルにそって選択的にレーザーが走査し、金属粉末を溶融する。
-
レイヤリングとレーザー走査を造形物の高さ分繰り返される。
-
造形が完了したら、装置の前面扉を開けて造形モジュールを半分程度引出し、金属粉末に埋もれた造形物を造形プレートごと発掘する。
-
未溶融の金属粉末をフィードピストンの脇に配備されている粉末回収シューターに落し、シービングユニットに運びリサイクルに回す。
4.ポストプロセス
-
造形物内部の応力除去のため、熱処理を行う。
-
※
材料毎に処理条件が決まっている。
-
※
-
放電加工機等を用いて造形物を造形プレートから切り離す。
-
造形物に付着するサポートを除去する。
-
※
3DXpertにはオプション機能としてNCモジュールを追加する事が出来ます。
造形ファイルを作成した段階で同インターフェースにて機械加工のパス出しまで一気通貫で処理する事が可能です。


